三菱伺服电机应用案例:华南某企业对其纸尿裤生产线升级改造
1、 环境背景
随着科学技术进步和人民生活水平提高,市场对婴儿纸尿裤的需求不断增加,使之出现求大于供的局面。正是由于出现了这样的商机,一些过去采用机械传动式婴儿纸尿裤生产线机的设备制造厂改机械传动为伺服控制系统以提高设备的生产效率;还有一些过去生产餐巾纸,护垫的设备制造商纷纷投资制造婴儿纸尿裤生产线机.华南一家机械设备制造商就属于后者。
婴儿纸尿裤产品分为: 大码、中码、小码,其长度从385mm到550mm不等。设计速度为200m/min,生产节拍为400pcs/min,装机容量为260kw,精度为±1mm。该机的传动和控制系统采用三菱的变频器、伺服放大器和Q02HPLC、Q173CPU及Q172CPU运动控制器。
2.1主要工艺过程
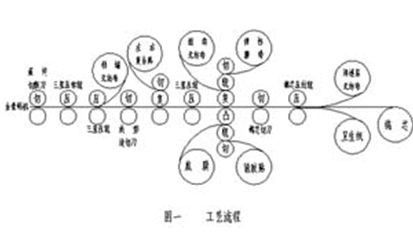
婴儿纸尿裤生产线机主要设备由以下组成: 8套开卷装置、 8台复合辊和压辊、6台切刀辊及折叠和叠码装置.其工艺流程如图1所示。
按照具体功能划分它们是:
一 开卷装置
① 导流无纺布开卷
② 卫生纸开卷
③ 弹性腰带开卷
④ 底膜开卷
⑤ 前胶贴开卷
⑥ 面料无纺布开卷
⑦ 复合贴开卷
⑧ 挡墙无纺布开卷
二 刀具总成
① 棉芯切刀
② 弹性腰切刀
③ 前胶贴切刀
④ 复合贴切刀
⑤ 成型边切刀
⑥ 成型终切刀
三 复合辊和压辊
① 棉芯压纹辊
② 三星压合辊 1
③ 三星压合辊 2
④ 三星压辊牵引
⑤ 导流无纺布、卫生纸、棉芯复合辊
⑥ 面料无纺布、弹性腰复合辊
⑦ 前胶贴、底膜复合辊
⑧ 左右复合贴复合辊
开卷装置将生产纸尿裤需要的各种材料依序输送至主加工线, 切刀辊则按产品的规格剪切成各种形状尺寸,经复合辊和压辊及最终切断刀完成婴儿纸尿裤产品加工.最后经折叠、叠码包装入袋
。
2.2 硬件组成
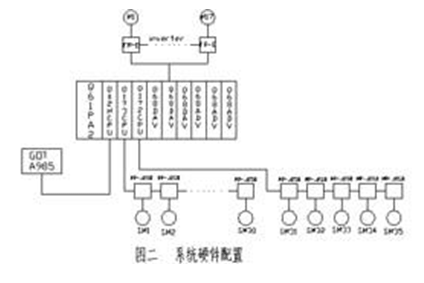
系统开卷装置的传动设备采用三菱FR-540E变频器; 切刀辊、复合辊和压牵辊、输送辊等设备采用三菱J2S-B伺服大器.基础自动化采用Q02HPLC、Q173和Q172CPU运动控制器组成的多CPU系统.人机界面采用三菱GOT985完成参数设置、系统监控、启动、停止等.其硬件配置如图2所示.
Q02CPU控制17轴变频器,Q173CPU控制生产加工30轴伺服电机,Q172CPU控制包装设备5轴伺服电机.
按工艺要求35轴伺服电机和17轴变频异步电机必须同步。16台开卷装置独立传动,两台为一组恒张力自动换接料;6套切刀辊相位要严格一致;8套复合辊和压合/牵辊及输送辊等线速度完全相同;包装设备位置控制和开卷装置张力控制节拍匹配;才能确保产品的一致性、重复性及精度。该设备集相位控制、速度控制、位置控制、张力控制为一体。
2.3 Q—Motion
Q173和Q172是继A系列运动控制器的更新换代产品。Q173可控制32轴;Q172可控制8轴,程序执行周期(SV22 4轴)仅为0.88ms,是以往的1/4。 Q173和Q172CPU单元具有运动控制和事件处理的64位RISC处理器,能高速度完成高精度计算和大量数据通讯。具有多轴插补、速度控制、凸轮定形、轨迹控制等多样运动控制功能。SSCNT伺服总线传输速度为5.6Mbps,发送周期0.88ms,确保同步精度和速度/位置的控制精度。Q173和Q172兼容MELSEC-Q系列PLC-CPU,进行高速顺序程序的处理 。Q02HCPU是多CPU系统的主控CPU。
系统软件:
传输装配软件SV13:提供:线性插补(1-4轴)、圆弧插补、螺旋插补、等速度控制、固定距离进给、速度控制、速度切换控制、速度-位置切换等功能,适于电子元件装配、装料机/卸料机、食品包装、X-Y工作台、传送机器、喷涂机、焊接机、注塑机、贴片机等。
自动机器软件SV22:在SV13功能的基础上增加了:多轴同步控制、凸轮控制、绘图控制、电子轴、电子离合器等功能.适合于印刷机、制纸机、食品加工机、精纺机、纺织机械等。
凸轮软件CAMP:制作凸轮运行曲线或自由曲线,实施轨迹控制及相位控制.
同步编码器功能,实现多轴同步控制和相位自动控制。
数字示波器功能,实现力矩、速度、位置等电机信息的实时监控。
3、 应用软件设计
Q—Motion提供实模式和虚模式两种控制模式.程序设计使用Motion SFC(Sequential
Function Chart)语言和支持机械的语言进行可视化编程。 Motion SFC是以流程图的形式进行描述,按照机械动作步骤编写,容易制作工序控制的程序。支持机械的语言是通过软件模块实现主轴、齿轮、离合器、凸轮等硬件动作,自由地把这些模块组合起来,即完成虚模式下的机械语言的程序设计。实现复杂的同步控制、轨迹控制及协调控制
。
纸尿裤生产线机的系统连锁功能,调节功能,设备启动停止控制等使用Motion SFC编程; 同步控制, 系统较正,复合辊压合/牵辊线速度控制、切刀辊相位控制等使用支持机械的语言编程; 开卷装置张力控制由Q02HCPU用梯形图编程。
3.1 同步控制
纸尿裤加工生产线同步通过控制程序如图3所示.
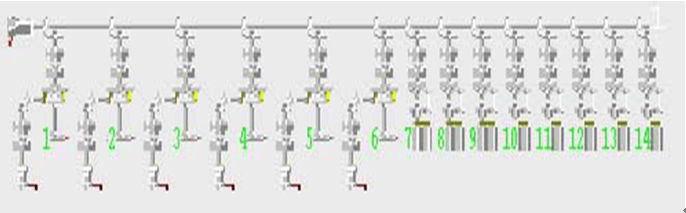
图三同步控制虚模式程序
由一台虚拟伺服电机经一虚拟主轴通过齿轮、离合器、变速机差速齿轮/变速机,驱动滚筒或凸轮 。滚筒代表复合辊或压合/牵辊或输送辊, 凸轮代表切刀辊。30个离合器由一个位软元件控制,所以当这台虚拟伺服电机以某一转速启动,即通过虚拟主轴将脉冲数和脉冲频率传递给切刀辊、复合辊、压合/牵辊、输送辊使它们按设计好的速度同步运行。(由于版面限制只复制了14轴伺服)
3.2 系统较正
3.2.1原点回归
为满足机械设计需要Q—Motion设计了多种方式:
① 近点DOG方式原点回归
② 计数方式原点回归
③ 数据设置方式原点回归
④ 停止器方式原点回归
⑤ 限位开关混合型原点回归
原点回归,即机械系统和电气系统较正.是相位控制、位置控制关键,选择恰当的原点回归方式才能保证系统控制精度 。
该套系统采用数据设置方式原点回归 。使用JOG功能手动将控制对象移至期望点,然后启动原点回归 。包装设备的位置系统使用绝对位置编码器,所以虽操作繁琐但机器一次性调好即可
。
3.2.2系统调整
当纸尿裤加工生产线所有轴从静止状态启动到额定转速状态或从一个稳态(速度)到另一个稳态(速度)的过渡过程,即动态速度曲线不一致, 切刀辊之间会出现错位; 复合辊、压合/牵辊之间出现堆料或打滑现象。所以调整各伺服轴的增益和积分参数不仅响应快而且要过渡过程曲线完全一致
。
3.3 复合辊、压合/牵辊线速度控制
3.3.1辊径偏差补偿
复合辊、压合/牵辊、输送辊共24根 。 由于辊径的机械加工存在正负公差,尽管使用的辊都在允许的公差范围内,但计算各轴圆周,其各轴周长的差使得各轴以同一转速旋转时线速度不一致,不能满足控制精度的要求,必须对其纠偏。
Q—Motion提供三种偏差纠正方法:
① 固定参数设置
② 变速机控制
③ 差速齿轮
固定参数设置法是用游标卡尺或其它测量器具直接测量辊径,并计算出周长,修正后设定电子齿轮,使各辊线速度相等。
变速机控制和差速齿轮法既可离线设置也可在线调节 。连接变速机到滚筒支路,把变速机的变速比设为变量,通过调节各辊的变速比值,使其达到线速度相等。 连接差速齿轮到滚筒支路,在差速齿轮侧加入辅助虚拟伺服电机使辊筒的速度得到修正 。
本系统采用变速机控制法.
设要求线速度相同的24轴辊径由小到大依次为:
Φ1,Φ2,Φ3 •••••••••••••••••••••••••••••••••••••••••••• Φ24
在虚模式分别加入变速机,其对应的变速比依次为:
Κ1,Κ2,Κ3•••••••••••••••••••••••••••••••••Κ24
其中: Κ1=10000; Κn=(Φ1/Φn)*10000 (n = 2~24)
3.3.2 微张力控制
复合辊、压合/牵辊传动对象是生产纸尿裤的各种材料,只有使其在加工过程不打滑和堆料才能让材料匀速传送,从而保证产品精度.。为此采用微张力控制,即在连辊之间加入微小速度差ΔⅤ,以使加工材料绷直既不堆料也不打滑 。
设: 沿材料加工前进方向复合辊、压合/牵辊依次为:
φ1,φ2,φ3••••••••••••••••••••••••••••••••• φ24
对应各辊线速度依次为:
V1,V2,V3••••••••••••••••••••••••••••••••• V24
其中: Vn - Vn+1 = ΔV (ΔV< Vn*1‰ ~2.5‰)
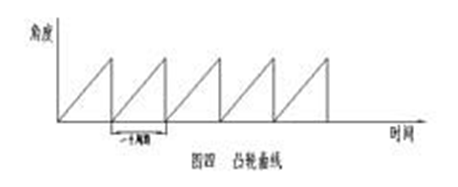
3.4 切刀辊相位控制
6个切刀辊设计为往复式自由凸轮模式.一个周期为此360°与切刀辊一转相对应.其凸轮曲线如图4所示 。
3.4.1阶跃负载速度补偿
切刀辊属阶跃负载.当切刀辊转至切刀位时负载突然跃变,电机速度也会被瞬间跌落如图5所示 。
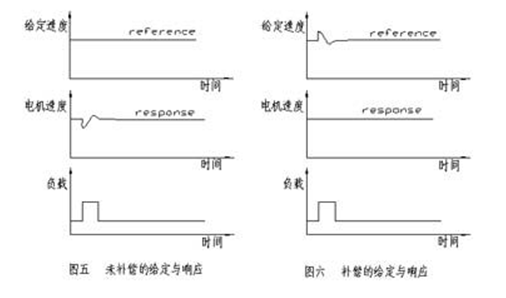
由于每个切刀辊的负荷率不同,所以每个切刀辊转至切刀位时速度跌落的幅值和回调的时间也都不同 。由此会引起切刀辊间相位错位,所以必须进行补偿。其补偿的方法如图6所示,按图6给定速度曲线,设置凸轮曲线,将抵消由于负载跃变产生的速度波动 。当然电机功率选得过大使负荷率较小或系统转动慣量设计大些, 阶跃负载产生的速度波动也会减小或减少到精度允许的范围内 。
3.4.2 随机扰动调节功能
电网的电压波动电磁场干扰以及加工材料不均匀都会使运动过程的切刀辊产生随机扰动,使个别机架的切刀辊相位产生错位。系统设计了如图7所示调节功能,可手动或自动纠正错位。V32为30个轴的同步驱动虚拟伺服电机,V1为1轴的辅助驱动虚拟伺服电机作用是纠偏
。
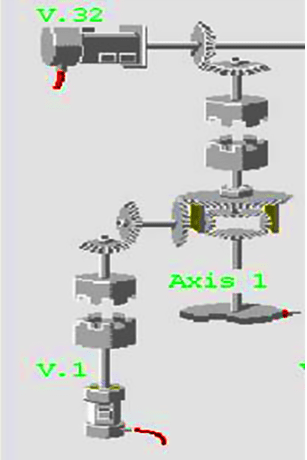
图七 辅助轴纠偏系统
4、 结论
三菱运动控制器是集通讯、位置、速度、张力控制为一体的自动控制平台.简单、易懂、直观、可视性强的编程方法,适合于各种层次的自动化专业人员在短时间内掌握并应用;丰富的控制功能、高分辨率系统、快速响应满足各类机械设备生产工艺要求。
深圳市海蓝机电设备有限公司(www.szhailan.com)销售和批发:三菱变频器、三菱plc、三菱触摸屏、三菱伺服电机等工控自动化产品.电话:400-8819130 0755-88356296(10线) 大客户:13823726967 吴经理
本文原创自:深圳海蓝机电设备有限公司,如果你对三菱伺服电机应用案例感兴趣请阅读我们的文章:http://www.szhailan.com/article/112.html







评论信息