三菱plc编程案例
海蓝机电拥有专业的plc编程技术,三菱变频器和三菱伺服电机等产品都有应用;为了更好的服务广大用户,就为大家解说一个案例。这次介绍M代码功能,又称“M代码输出功能”,提到它可以实现轴1定位完成后自动启动轴2定位,轴2定位完成后又可以自动启动轴1定位。
实际上,“M代码输出功能”是用于执行正在进行的定位数据相关的辅助作业(夹紧、钻头旋转、工具更换等)的指令的功能。
相当于说,当某个轴在执行定位的同时,需要启动其他辅助动作的话,可以通过该轴输出一个信号,就是M代码,来启动其他辅助动作。
接下来将通过一个简单编程实例来展示一下M代码的使用方法。 首先需要说明的是,在简易运动控制模块的参数里,可以看到一个Pr.18的参数与M代码相关。这个参数是“M代码ON信号输出时机”,并可以看到有“WITH模式”及“AFTER模式”两个选项。
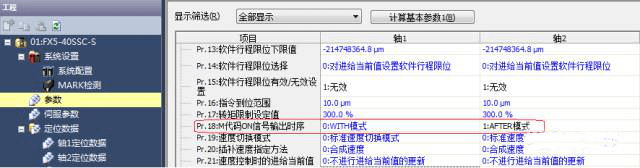
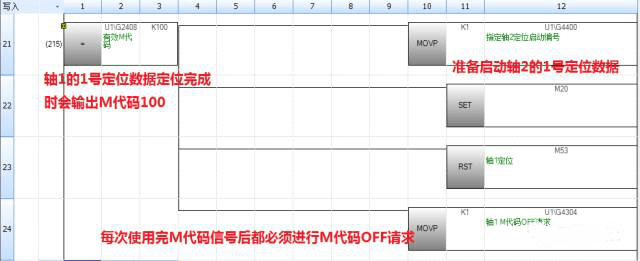
简单来讲,WITH模式指的是M代码信号是在该轴定位启动时输出的;AFTER模式指的是M代码信号是在该轴定位完成时输出的。 比如本文开头提到的轴1定位完成之后自动启动轴2定位,就可以通过轴1的M代码用AFTER模式来输出信号启动轴2定位,即
轴1定位完成---M代码输出---轴2定位启动
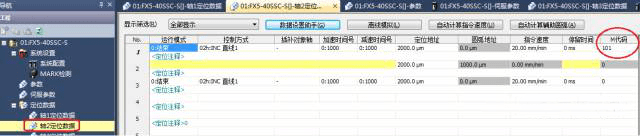
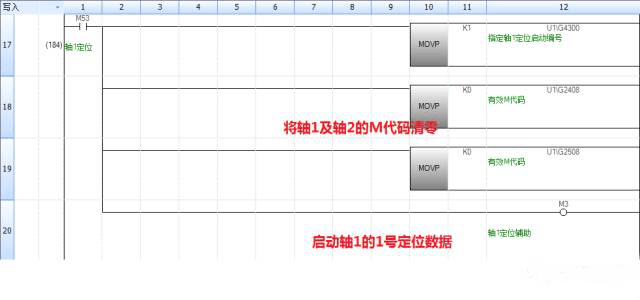
其次,在定位数据的最后一列,就是设置M代码的地方,每一个定位数据都可以设置一个M代码,M代码可以在1-65535中任意设置一个整数(设为0则表示不使用),同一轴的定位数据里,M代码不要设为一样,不同轴之间则无所谓。比如,在本例中,轴1定位数据1的M代码设置为100,定位数据2的M代码设置为102。 为了在程序中不混淆,轴2定位数据1的M代码设置为101。

一大波程序截图正在来袭……
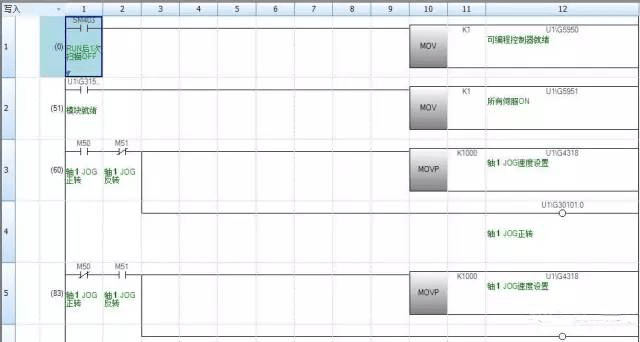
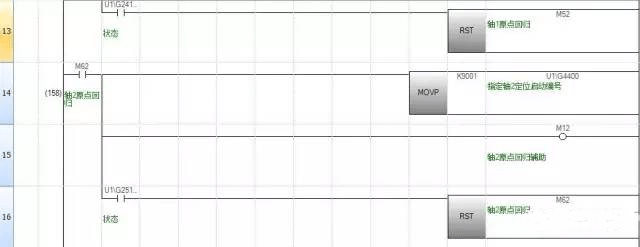
前面这些都是准备工作。

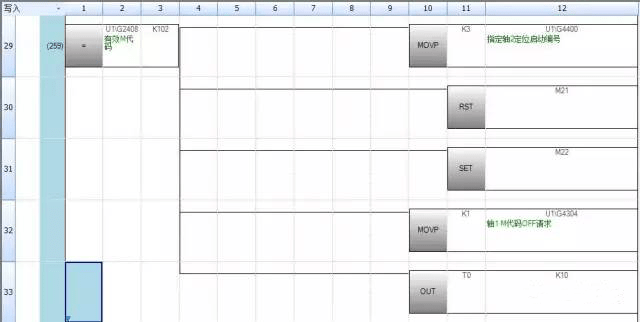
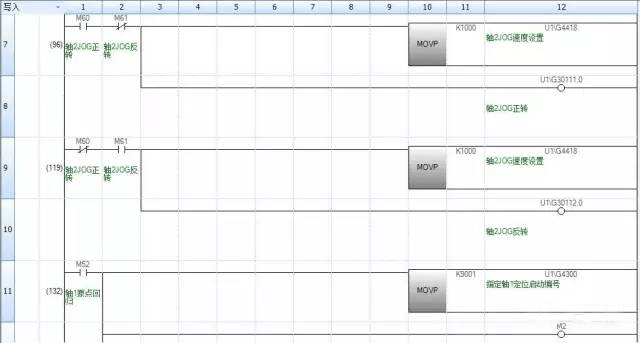
上面使用了很多中间继电器,都是定位启动信号
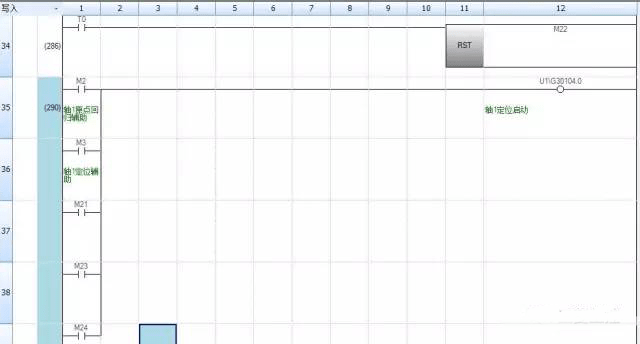
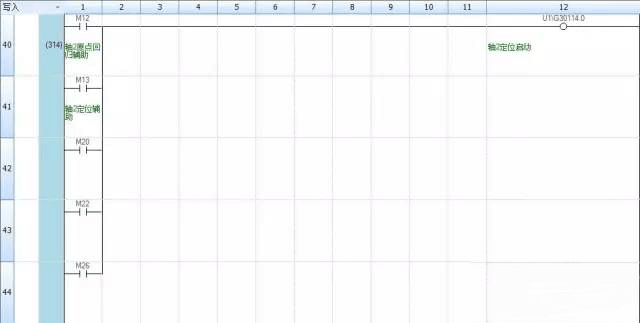
以上程序便可完成轴1定位完了之后切换轴2,轴2定位完之后切换轴1...及轴2的插补动作了。
希望对您能有所帮助。更多精彩实用的三菱plc技术资讯,请访问海蓝机电官网!







评论信息