三菱PLC模块QD75 M代码功能使用说明
最近接到许多客户的电询,都在问三菱PLC模块QD75 M代码是什么,该如何使用?那么海蓝机电小编便借花献佛,将我司技术人员写出的三菱PLC模块QD75 M代码功能使用说明分享与诸位三菱PLC用户,希望能对大家有所帮助!
功能描述:“三菱PLC模块QD75M代码输出功能”按照给各个定位数据设置的代码编号(0 至65535)发布辅助工作命令(夹紧或钻孔停止、工具更换等)。
使用步骤:
一:设置三菱PLC模块QD75M 代码ON时输出时序 有两种时序:“WITH”模式(启动完成,BUSY信号ON时输出)和“AFTER”模式(定位完成,BUSY信号OFF时输出)

二:在定位数据的设置项目Da.10 “M 代码”中设置M代码编号(1-65535可以设置)


三:读三菱PLC模块QD75M 代码
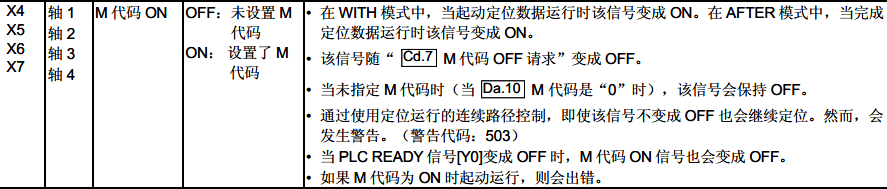
当M代码ON信号(每个轴对应X4、X5、X6、X7)变成ON时,“M代码”存储在下列缓冲存储器中。

四:三菱PLC模块QD75M 代码OFF 请求
当M代码ON 信号(X4、X5、X6、X7)为ON 时,必须通过顺控程序使它变成OFF。为了使M代码ON 信号变成OFF,在“ Cd.7 M 代码OFF 请求”中设置“1”。

五:程序例子:
下面是一个把“ Md.25 有效M代码”读入PLC CPU 数据寄存器(D110)的顺
控程序例子。(读取的值用于命令辅助工作。)
不把M代码读作“上升沿命令”,而是读作“ON 执行命令”。

附录:三菱PLC模块QD75 M代码输出时序图

以上便是三菱PLC模块QD75 M代码的功能使用说明,参照以上内容即可灵活掌握使用M代码!更多三菱PLC模块产品信息和技术知识,尽在海蓝机电官网!







评论信息